
Impact Of Moisture On Soldering Quality Of Electronic Components On PCBs

In the previous technical article we illustrated some defects generated on PCBs due to the presence of humidity.
In particular, we have highlighted that the moisture absorbed by the base material can generate delamination during the assembly of PCBs.
With this second article, relating to the risks generated on PCBs by the presence of humidity, we deepen the subject and deal, in particular, with the impact of humidity on the Tg of the base materials and the consequences on the quality of PCBs and PCBAs.
The Tg of a polymeric material (laminates and pre-impregnates are partially made of resin) represents the temperature value at which the glass transition begins which we could define as the temperature at which the resin changes its mechanical characteristics starting to soften: for this reason it is important to choose the base material in relation to the expected conditions of use of each PCB.
The Tg value is characteristic of each different polymeric material and, in general, it depends on the morphology of the base monomer and on the length of the polymer chains.
Low Tg: up to 145°C
Mid Tg: from 145°C up to 170°C
High Tg: equal or higher than 170°C
Hyper Tg: higher than 230°C
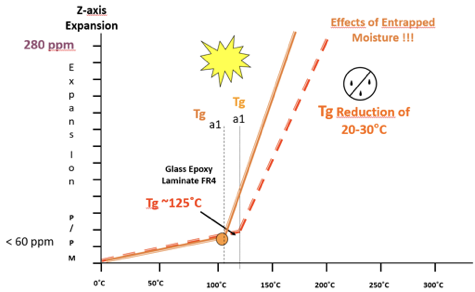
In general, humidity reduces the Tg of the base materialby indicative 20-30 ° C, thus anticipating the occurrence of the glass transition: the water molecules present in the base material in fact allow greater mobility of the polymer chains, reducing the value temperature at which the material itself begins to soften.
The reduction of the Tg value involves a reduction in the mechanical performance of the material on the three axes (x, y and z) thus making the material less resistant to thermal shock: this translates into mechanical instability of the PCB (eg. warping and twisting) with possible “displacement” of components and / or creation of incomplete soldering joints (often under the SMD component and therefore hardly visible) and / or expansion on the z axis which in the most serious situations leads to the fracture of the metallization.
Moisture management in printed circuits boards has always been a known problem, the MIL standards clearly identified humidity as an uncontrolled variable for which the PCB had to be baked always and in any case before each compliance test. This annotation was also clearly described for the use of PCBs before assembly in order to reduce the most common defects present in PCBs (popcorn effect on soldering of holes and delamination between layers).
The IPC1601 – Handling & Storage “standard, also considering the increased soldering temperatures required by LeadFree soldering pastes, reports a series of guidelines for managing humidity all along the production chain: from storage of the basic material to assembly of electronic components.
This is a description of the “best practices” to be adopted both in the PCB production phase and in the component assembly phase to reduce the risk of non-compliance on PCBs and PCBAs.
This standard suggests, in particular, to always recondition the PCBs beyond a certain level of MAMC (Maximum Acceptable Moisture Content).
The MC (Moisture Content) determination is obtained from the weight / weight comparison of a PCB before and after baking, ref. Test Method IPC-650 2.6.28 according to which:
MC > 0.2% –> high risk
MC > 0.1% < 0.2% –> high risk with LF, medium risk with SnPb
MC <0.10 % –> low risk

In the event that the residual moisture level in the PCBs is above the threshold level, it is necessary to carry out a thermal reconditioning, the baking, before its assembly.
Baking is a solution suggested by IPC1601, as previously done by the MIL standard and as commonly used for electronic components with plastic package, to remove the humidity accumulated inside the PCB which, in fact, must be considered as an MSD – Moisture Sensitive Device.
It should be borne in mind that baking increases the hygroscopicity of the base material as post-treatment the material is completely “dry” and therefore predisposed to quickly reabsorb moisture.
It is therefore essential to provide for a correct management of the “floor life”, exactly as it happens for electronic components, providing that the baking processes are always carried out just before the assembly phases.
Other critical aspects to keep under control are the time and temperature of the baking process: these values ??can in fact promote the oxidation of the surface finishes and reduce their weldability: to limit this effect, in recent years more and more vacuum baking ovens are spreading. with nitrogen, which allow baking at lower temperatures or with shorter times.
For these reasons it is very important to study and define specific baking cycles on the basis of the PCB construction characteristics such as the number of layers, the base material used, the thickness of the PCB, the copper distribution on the internal and external layers, and the presence of any metallized edges: the management of these parameters must be increasingly considered an integral part in the definition of the PCB assembly process.
The companies of the PCB Division – Cistelaier, Techci and EPN – since several years include in the CoC (Certificates of Conformity) shipped to the Customer with each batch of PCBs their own guidelines for carrying out the correct conditioning process.
