
Polartherm Company Brochure
Polartherm is the leading manufacturer of air heating equipment in Northern Europe. We have developed, designed, and manufactured heating solutions for our customers based on their requirements for 40 years.
Polartherm is Northern Europe's leading air heating equipment manufacturer. We have developed, designed, and manufactured heating solutions for our customers based on their requirements for 40 years.
You have successfully submitted your enquiry. Someone from our company will respond ASAP

Polartherm is Northern Europe’s leading air heating equipment manufacturer. We have developed, designed and manufactured bespoke heating solutions for 40 years.
We provide a full range of services to our customers, from project management and / or design in addition to production and logistics.
Polartherm’s expertise and know-how is accredited by military forces that operate in cold and adverse environments.






We have an excellent past performance record of multiple military projects and have delivered more than 10,000 heaters to various defence forces.
Our organisation is agile and flexible and therefore able to respond quicly to new customer specific requirements, change requests in design and product specifications, delivery schedules etc. Smaller projects and smaller quantities suit us just as well.
Our own in-house design department is a highly valued asset amongst our customers. Today we are using modern 3D techniques in our design processes.
We also test our products throughout our design phases, and in addition, utilise third party environmental laboratories, co-operate with educational institutions and professional organisations for design and testing purposes.
In addition to designing our products, we also manufacture all our heaters from start to finish, less some standard components.
In our production process we utilise various metal forming techniques including modern laser cutting and other sheet metal machinery. Our ISO 9001 certified quality control process ensures a continuous process and product development.
At the end of the 20th century the US Air Force (USAF) were planning to replace their old AGE (aerospace ground equipment) heaters.
Polartherm then had the opportunity to take part in the tender and won the award against international competition. The heater was called NGH-1 (New Generation Heater).
Deliveries occurred in 2000 and today, there are more than 5,600 heaters in use on AFBs worldwide.
With very few warranty issues and a minimal need for spare parts, the units have successfully operated by the users and maintainers worldwide.
The contract for NGH expired in 2006 and a new one was signed in 2009. The USAF, however, has an ongoing need for reliable heaters.
Due to product development focused on user and maintainer experience, several additional features were included in the design, perhaps significantly a filtration system for the heated air. The nomenclature of this evolution model is HDU-43.
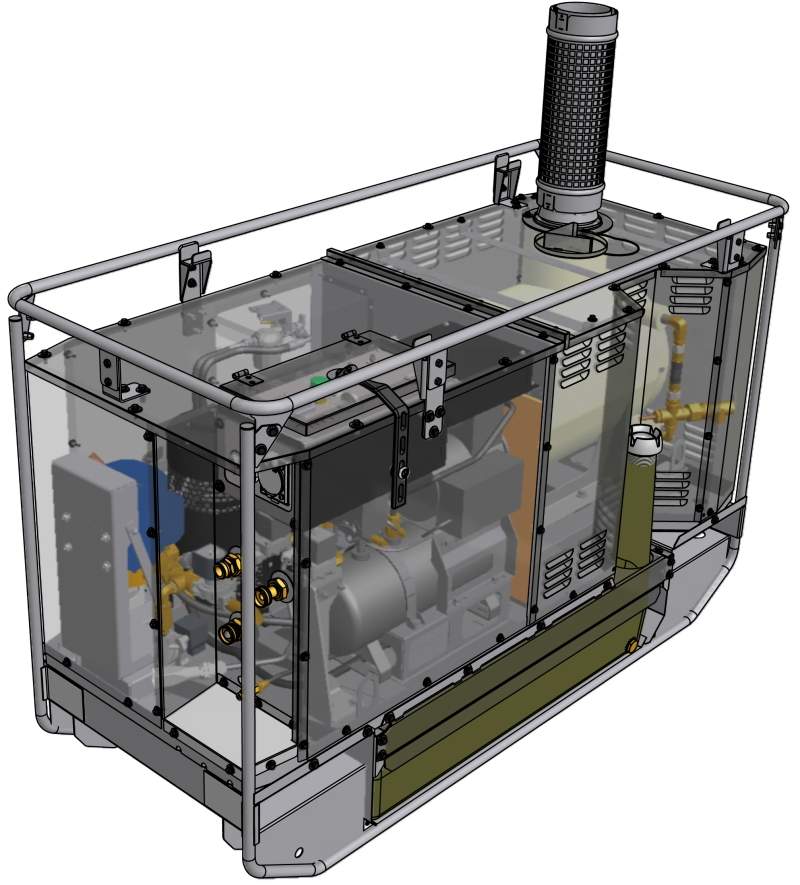
The Black Bear Field Water Heater is something totally new to the field water heating market. It is designed to provide hot water that is instantly accessible under field conditions. The heater is freeze-protected under all conditions of power loss, lack of fuel and any other failure. The output power of Black BEAR field water heater is 190,000 BTU/h with overall fuel efficiency above 90%.
The Polar BEAR 130K Field Space Heater is a lightweight, mobile, diesel-fired air heater designed for field use. The heater has a high-efficiency burner chamber, and the heat exchangers and both air intake and air outlet openings for air circulation result in a very high thermal-efficiency (87%).
Polar BEAR 130K was developed for the US Air Force Basic Expeditionary Aerospace Resource (BEAR) programme and won the award in a fully open international competition.
The Polar BEAR meets and exceeds the USAF set requirements. According to the requirements it is lightweight and has a modular design for easy maintenance.
The heater also includes an internal fuel tank for a minimum of ten hours operation, as well as an option for an external fuel tank. Polar BEAR 130K field space heater is skid mounted and forklift manoeuvrable.
It is also stackable enabling air transportation. Air intake and outlet openings enable recirculation of air and the heater also has a fresh air valve.
Since 1974, we have manufactured and delivered hundreds of thousands of heaters to satisfied customers worldwide.
Our goal is to meet the needs of our customers, and we gather their feedback and apply it when developing our services, products and operation.
Our documented, ISO 9001 certified quality system ensures that our employees are aware of customer and quality requirements.
Our main customer groups are the defence, construction, aviation and agricultural industry. Approximately 80% of our products are exported each year and our main market areas include Northern America, Central and Northern Europe and Russia.
Polartherm is the leading manufacturer of air heating equipment in Northern Europe. We have developed, designed, and manufactured heating solutions for our customers based on their requirements for 40 years.
In addition to field space heaters, field water heaters and ground support heaters for the military, Polartherm designs and manufactures various other air heaters for construction and renovation business, industry, agriculture and commercial aviation industry.